滚筒包胶插片
发布时间:2017-6-15 5:28:25
滚筒包胶插片

产品基本特点及优势
1.传动摩擦力强:表面的菱形和Z型凹槽结构,大大提高滚筒与皮带的传动摩擦力,皮带运行时获得较大的牵引力,提高传 动效率及减少皮带打滑。
2.使用寿命长:采用高弹性、高耐磨的橡胶材料,固定方式紧固、可靠,延长滚筒的使用寿命。
3.安装维修方便:安装时,无需外协覆胶加工,缩短加工周期,节省覆胶综合成本;维修覆胶时,滚筒无需拆卸,可现场快速更换, 减少停机时间,提高生产效率,降低维护成本。
4.自清性好:双人字花纹和包胶插片之间的安装沟槽有利于皮带与滚筒之间的夹杂物质排出,保证皮带运行平稳不跑偏,延长皮带寿命。
5.散热性优:双人字花纹和包胶插片之间的安装沟槽起到良好的通风散热效果,降低皮带及头轮的表面温度。
产品性能参数及规格
橡胶性能:
通用型:具有强耐磨、耐油、抗静电性能,适用于一般谷物提升和皮带输送设备;
阻燃型:具有强耐磨、阻燃、耐油、抗静电性能,符合井下煤矿安全要求;
特殊性能可根据用户要求定制。

|
名称 |
规格 |
宽度B(mm) |
厚度(mm) |
整根长度(mm) |
||
|
H |
H1 |
L |
L1 |
|||
|
平行包胶插片 |
SRS15 |
139 |
15 |
/ |
≤1830 |
/ |
|
SRS19 |
139 |
19 |
/ |
≤1830 |
/ |
|
|
双坡形包胶插片 |
SRE15 |
139 |
15 |
11 |
≤1000 |
见下表 |
|
SRE19 |
139 |
19 |
15 |
≤1000 |
||
|
单坡形包胶插片 |
SRK15 |
139 |
15 |
11 |
≤1000 |
|
|
SRK19 |
139 |
19 |
15 |
≤1000 |
||
|
双边压条 |
SFK |
— |
— |
— |
≤1830 |
— |
|
单边压条 |
SFA |
— |
— |
— |
≤1830 |
— |
包胶插片坡形长度推荐表:
|
驱动滚筒宽度L(mm) |
L1(mm) |
|
180≤L≤280 |
80 |
|
280<L≤400 |
120 |
|
400<L≤550 |
160 |
|
550<L≤1000 |
200 |
|
注:尺寸L1,可以根据客户要求定制 |
|
配套方案:
1.驱动滚筒毛坯直径确定:根据客户驱动滚筒设计外径,减去2倍的已选择确定的包胶插片厚度,即为驱动滚筒毛坯直径
2.产品配套方案确定:根据客户提供的驱动滚筒毛坯直径及驱动滚筒长度,三维股份提供满足平衡要求的插片均布配套方案。
3.驱动滚筒鼓形要求:驱动滚筒轮廓有鼓形要求,可采用坡形插片与轮廓为平行的驱动滚筒毛坯组合而成。如驱动滚筒长度小于等于1米,则可采用双坡形插片;如驱动滚筒长度大于1米,应采用单坡形插片拼接组合而成。
安装方式
-
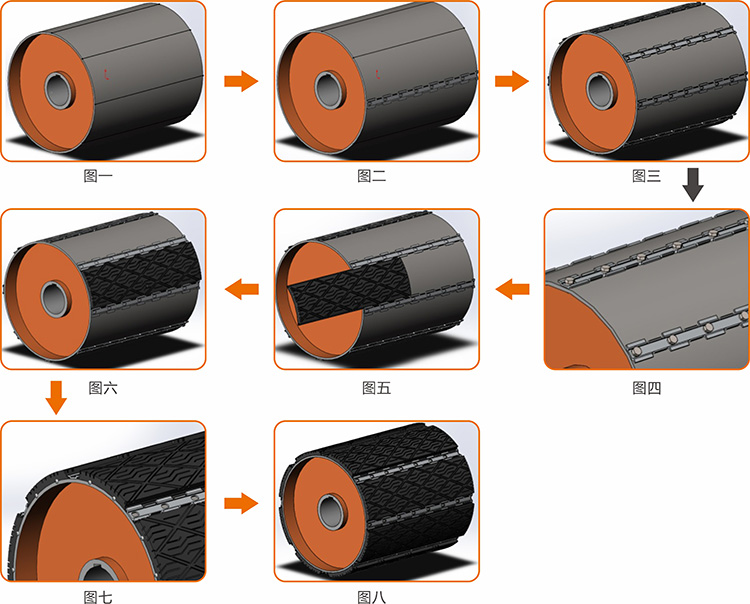
根据配套方案推荐的包胶插片数量,在毛坯驱动滚筒外圆圆周上作均分,画相同数量的均分线,均分线应与驱动滚筒轴线平行,以便确定包胶插片的安装位置。(见图一)
-
将配套的压条焊接或螺钉紧固在驱动滚筒外圆的均分线位置,所有压条的同一侧面轮廓与毛坯上的均分线平行对齐。如配套是单边压条,则先根据均分线紧固一半数量的单边压条 (见图二、图三、图四)。
-
如配套是双边压条,则将头轮包胶插片从头轮侧面依次逐一插入已紧固好的压条中。插入插片时,应检查已紧固的压条与驱动滚筒间的空隙能满足插片插入,如间隙偏小,可适当修整插片上钢板的宽度,如需要可同时用工具适当撑大已紧固压条与驱动滚筒圆周上间隙,以满足插片插入时不会因受力过大,造成影响使用的变形。 (见图五、图六)
-
如配套方案为单边压条,在头轮包胶插片插入已安装在均分线位置的第一根单边压条压脚后,用未紧固的另一根单边压条压住插片金属边的另一侧,用适当夹具(如大力夹钳)将未紧固的单边压条与驱动滚筒夹紧,调整未紧固的单边压条与已另一侧已紧固的压条平行度后,定位焊接或螺钉紧固。完成第一组包胶插片的安装后,再从第二个均分线位置开始安装第二组包胶插片及压条,以此类推,直到所有单边压条焊接固定或螺钉紧固在驱动滚筒上。
-
插片全部插入已紧固的压条后,检查调整插片两侧与压条的间隙一致后,在确保安全的情况下,在每片插片两端外的滚筒两端各焊接两个突出插片金属底板的固定点,以限制包胶插片轴向移动(见图七),最后清理所有焊接位置并刷防锈油漆,安成安装(见图八)。
-
维修更换:去除驱动滚筒两端焊接的包胶插片固定点(见图七),如有需要适当撑大压条与驱动滚筒圆周上的间隙,抽出需更换的包胶插片,插入新的包胶插片并按以上第5条方法重新固定安装(见图七),完成更换(见图八)。
相关标签
相关新闻
相关产品
联系我们
Contact us
联系人:王先生
手机:15358608141
电话:0511-88886200 88886288 88886289
地址:镇江高新技术产业开发区开发区潘宗路1号
传真:0511-88886290 88886260
邮箱:market@sanweijs.com
网址:www.sanweijs.com